

LED Backhaul Project Engineer Blog
Let's Use a 3D Printer: Defective Modeling
Last Update: December 7th, 2021
Introduction
As I have mentioned several times in the past, there are always defects in 3D printing regardless of the molding method.
There are various causes of defects, but in this article, we will describe typical molding defects and countermeasures.
Molding defects in FDM method
In the FDM method, the thermoplastic resin is melted by a heater and then piled up to form the object, which tends to cause heat-related defects.
A typical defect that frequently occurs is "warping" of the product.
The resin heated by the heater gradually cools and hardens as it is extruded from the nozzle. Thermoplastic resin (and not only thermoplastic resin) has the property of thermal expansion, in which the volume expands when the temperature is high and contracts when the temperature is low. If the cooling is not properly controlled, the temperature difference between the upper and lower layers of the object will cause a difference in volume, leading to warping.
If the temperature difference between the upper and lower layers of the object is not properly controlled, it will lead to warping.
The most common solution to this warping is to build a wall around the 3D printer to allow heat to build up around the object being formed. This reduces warpage by preventing the resin from cooling down too quickly after it is extruded from the nozzle. Another effective measure is to replace the molding table with a part called a heat bed, which has a heater built into it. This also prevents a sudden drop in temperature after molding.
However, it is the fate of the FDM method that temperature differences occur between layers. It is difficult to completely prevent warping even with countermeasures, so it is better for your mental health to have room for countermeasures other than 3D printing, such as setting up a play at the design stage or manually correcting the warpage with putty after molding.
Also, since there are many physically moving parts, defects can occur due to moving parts. At one time, we experienced a defect where the amount of resin being pushed out of the nozzle was insufficient, resulting in a drastic decrease in the density of the formed object. We suspected a malfunction or blockage of the heater near the nozzle, but the cause was found in the gears of the part called the extruder that feeds the filament.

figure.1: Extruder's gear
The surface of the newly purchased filament was hard, and the gears of the extruder were not properly biting the filament surface, causing the gears to spin frequently, which resulted in insufficient filament being fed and consequently insufficient resin being extruded from the nozzle. Apparently, when the gears failed to push the filament out (i.e., when the gears were spinning), the half-engaged gears scraped the surface of the filament, and the scrap accumulated in the grooves of the gears, causing the gears to bite even harder.
For this defect, we took measures such as making stronger contact between the gear and filament, and cleaning the grooves of the gear frequently. However, the cause of the problem was the filament, so replacing the filament was the most effective solution. Of course, the properties of the filament after molding are important, but the properties of the filament during molding are also required. I hope readers will be able to find a filament that works well with their 3D printers. (The analog difficulty in this area is what makes handling a 3D printer complicated...) ## Defects in optical molding methods
Defects in Stereolithography methods
Similarly, insufficient fixation of the resin to the molding table can cause peeling, resulting in molding defects.
The main causes of failure are insufficient exposure time of the UV light used to cure the resin, and peeling due to being pulled by the FEP film.
When the resin is hardened by UV light, the FEP film and the latest modeling layer are usually in close contact. After the irradiation is finished, the molding table is moved upward and the FEP film and the object are peeled off. If the contact area between the FEP film and the object is larger than the contact area between the molding table and the object, the FEP film may be pulled toward the object, causing it to detach from the molding table.
This is especially important for tapered shapes that increase in size from the bottom to the top. As a solution, even if the tapered shape can be formed without support, you can intentionally add support to increase the contact area with the molding table, or change the direction of the molding to avoid unfavorable conditions.
Also, since the FEP film is fixed at the periphery of the resin bat, the amount of expansion and contraction is small on the outside of the molding table, and the amount of expansion and contraction becomes larger in the center of the table.
The more the FEP film sticks to the center of the table, the more it will peel off, so letting the part escape to the outside of the table will also help prevent peeling.
Especially for small and thin parts, it is best to avoid the center of the table unless the part is large and long, as this will prevent damage during molding.
Aging of the liquid crystal shutter, which limits the UV light exposure range, also leads to molding defects.
As you can see in the following image, one part of the LCD shutter has failed like a bug bite and cannot transmit UV light, so it is impossible to sculpt in the black area.
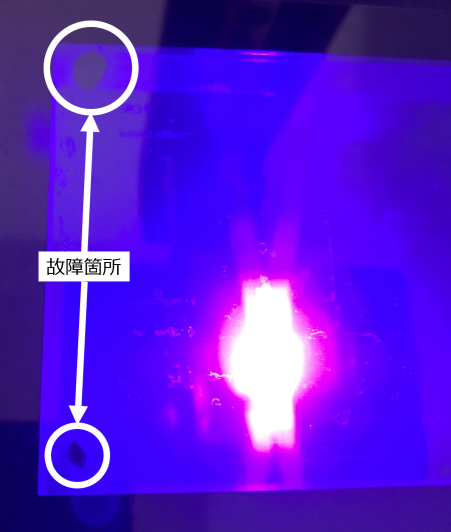
figure.2: LCD shutter failure
This can be temporarily countered by avoiding and modeling the failure area, but as the number of failure areas increases, the only solution is to replace the LCD shutter. However, as the number of malfunctioning parts increases, the only solution is to replace the LCD shutter. Procuring replacement parts is tricky, because manufacturers of inexpensive models for home use release new models every year, and it is sometimes impossible to procure maintenance parts for older models. On the other hand, it is easier to procure maintenance parts for high-end commercial models, so let's use them with a clear mind.
Tips on how to prevent molding defects
No matter how well you prepare the conditions, if you are unlucky, your 3D printer will fail. It may be difficult to do so in reality, and it is not a drastic solution, but it is better for your mental health to face the 3D printer with enough time to recover from a failure even if it happens once.
